棒材・中実(シャフト・ピストンロッド等)
棒状(ドライブシャフト、ピストンロッド等)の加工方法とは
棒状加工は、アルミを材料としてシャフトなどの中実の棒素材製品を製造することをいいます。
押出加工が一般的で、図面を設計してから加工を行います。
目次 閉じる
加工に用いられる
アルミ合金の種類
シャフトなどの加工に用いられる主なアルミ合金は次のとおりです。
- 2000系(Al-Cu系)
- 4000系(Al-Si系)
- AC2A(Al-Cu-Si系)
- AC4B(Al-Si-Cu系)
- AC4D(Al-Si-Cu-Mg系)
- AC5A(Al-Cu-Ni-Mg系)
- AC9B(Al-Si-Cu-Mg-Ni系)
- ADC10(Al-Si-Cu系)など
アルミ合金は多数の種類がありますが、中でも上記はシャフトやシリンダーのピストンロッドで広く用いられています。ただ、用途によって向き不向きがありますので、慎重に選ぶ必要があります。
アルミ合金の加工方法
アルミ合金をシャフトやシリンダーのピストンロッドなど棒状に加工する際は、主にCNC加工が用いられています。CNC加工は、旋盤をコンピューター制御する加工方法で、さまざまな製品の加工で使われています。アルミ製品の製造でも用いられており、棒状加工はCNC加工が多く見られます。
一方、加工会社によってはガンドリル加工も利用しています。ガンドリル加工は深穴や細穴を開ける際に用いられる加工方法で、直進性が高い特徴があります。アルミ製品においても、ガンドリルを使用されるケースがあります。
加工方法の種類
押出加工(おしだしかこう)
押出加工は、パイプやシャフト、複雑な断面の形材を製造する上で最も代表的な方法です。「ビレット」と呼ばれる熱したアルミ合金の塊に高い圧力を加え、ところてんのように金型(ダイス)の穴から押し出して、長い製品を成形します。中空の金型を使えばパイプを、円形の金型を使えば丸棒を効率的に大量生産することが可能です。様々な断面形状を比較的低コストで製造できるため、多くのアルミ棒材がこの方法で作られています。
引抜加工(ひきぬきかこう)
引抜加工は、主に押出加工で作られた棒材やパイプを、さらに高い寸法精度や滑らかな表面に仕上げるために用いられる加工法です。材料を金型(ダイス)から押し出すのではなく、金型の穴を通して「引き抜く」ことで、断面の寸法をより精密に整えます。この工程により、外径や内径の精度が向上し、材料の強度も増すという効果が得られます。高精度が要求されるシリンダーチューブや精密シャフトの製造に不可欠なプロセスです。
鍛造加工(たんぞうかこう)
鍛造加工は、金属をハンマーやプレス機で叩いて圧力を加え、内部の結晶を整えながら成形する方法です。強度と靭性(粘り強さ)に優れた製品を作ることができ、特に高い負荷がかかるシャフトや重要保安部品の製造に採用されます。熱した状態で行う熱間鍛造が一般的で、材料の内部に「鍛流線(ファイバーフロー)」と呼ばれる金属組織の流れが形成されるため、切削加工だけで作られた部品よりも格段に信頼性が高まります。
転造加工(てんぞうかこう)
転造加工は、強力な力を持つローラーで材料を挟み込み、回転させながら目的の形状に成形していく加工法です。特にシャフトのねじ部を作る「ねじ転造」が代表的で、材料を削らずに押し潰してねじ山を盛り上げて作ります。削り取らないため材料の無駄がなく、金属組織が分断されないため、切削で作ったねじよりも強度が高くなるという大きな利点があります。これにより、耐久性が求められるボルトやシャフトの製造に応用されています。
切削加工
切削加工は、ドリルやエンドミルといった切削工具を用いて、材料を削り取って目的の形状に仕上げる最も基本的な加工法です。例えば、NC旋盤を使用すれば、棒材を回転させながらネジ切り加工や深い溝入れ加工を精密に行うことができます。また、マシニングセンタという複合加工機を用いると、旋盤加工とフライス加工を組み合わせた三次元的な複雑形状の部品も、一度のセッティングで高精度に製作することが可能です。
接合(溶接)
複数のアルミ部品を組み合わせて一つの構造体を作り上げる際には、溶接による接合が行われます。代表的な手法にTIG溶接があり、電極からアークを発生させて母材を溶かし、そこに溶加棒を加えて接合部を形成します。この方法は仕上がりが美しく、薄い材料の精密な溶接に適しています。対してMIG溶接は、溶加材そのものが電極となって自動で供給されるため、作業スピードが速く、厚い材料の接合や長い距離の溶接で高い生産性を発揮するのです。
加工の注意点
アルミの熱膨張と応力割れに留意する
アルミニウムは熱伝導性に優れる素材ですが、それゆえに加熱時の寸法変化が大きく、加工中に注意が必要です。特に急激な温度変化を与えると内部応力が発生し、割れや歪みの原因となります。加熱を伴う工程では温度管理を徹底し、素材への負荷を最小限に抑えることが重要です。加工環境を適切に保つことが、品質確保の第一歩といえるでしょう。
薄肉パイプの変形防止対策
アルミの薄肉パイプは軽量かつ加工しやすい反面、変形しやすいという特性を持っています。そのため、加工中のクランプ方法や治具の設計が仕上がりに大きく影響します。特に長尺パイプではたわみやすく、精度を保つには素材の支持方法や押さえ具の工夫が欠かせません。無理な荷重をかけずに均一な力で固定することで、変形のリスクを最小限に抑えることが可能です。
切削時の切り粉処理と潤滑管理
アルミの切削では、細かい切り粉が発生しやすく、それが工具に絡むことで加工品質の低下やトラブルを引き起こします。そのため、切り粉の排出機構や冷却・潤滑の適切な管理が必要不可欠です。潤滑剤が不足すると、焼き付きや仕上がり面の荒れにもつながるため、加工条件に応じた切削油の選定と供給量の調整が求められます。細かな配慮が品質の安定につながります。
加工に使われる機械
NC旋盤
NC旋盤は、主に丸い棒材(丸棒)の加工で中心的な役割を担う機械です。材料そのものを高速で回転させ、固定した刃物を当てることで、外径を削ったり、ねじ切りを行ったり、溝を入れたりします。NC(Numerical Control)によるコンピューター制御により、プログラム通りに極めて正確な寸法で加工を進めることが可能です。シャフトや円筒形の部品など、回転体をベースとする形状の製作に欠かせない存在と言えるでしょう。
マシニングセンタ
マシニングセンタは、NC旋盤とは対照的に、加工する材料をテーブルに固定し、切削工具を回転させながら動かして加工する機械です。工具は自動で交換する機能(ATC)を持ち、穴あけ、平面削り、溝加工といった多彩な加工を一度の段取りで連続して行えます。このため、四角い材料や複雑な三次元形状を持つ部品の製作に威力を発揮します。近年では旋盤機能も併せ持つ複合加工機も登場しており、生産性を大きく向上させています。
パイプベンダー・プレスブレーキ
アルミの棒材やパイプを曲げる際には、専用の機械が用いられます。パイプベンダーは、その名の通りパイプ材を曲げるための機械で、材料の断面が潰れてしまわないように芯金を内部に挿入しながら、滑らかな曲線を作り出します。一方、プレスブレーキは、金型を使って強力な圧力をかけ、直線的な折り曲げを行う機械です。手すりのコーナー部分や、コの字型のブラケットなど、特定の角度が必要な製品の加工で活躍します。
レーザー加工機・切断機
長いアルミ棒材を所定の寸法に切り出す工程では、切断機が使用されます。最も一般的なのは、硬い刃を持つチップソーカッターで、スピーディーな切断が可能です。さらに、レーザー加工機を用いれば、棒材の切断だけでなく、パイプの側面に複雑な形状の穴を開けるといった、より高度な加工も行えます。レーザーは熱を集中させて非接触で加工するため、材料への負荷が少なく、切断面が非常に綺麗に仕上がるというメリットがあります。
素材の用途
自動車部品や機械軸としてのシャフト
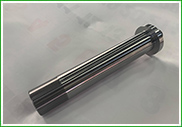
引用元HP:丸芝製作所公式HP
https://www.marushiba-ss.com/syafuto.html
アルミ製シャフトは軽量かつ強度に優れ、回転部品としての利用が多く見られます。自動車のステアリング機構や、工作機械の軸受部など、重量を抑えつつ高い精度を求められる場面で活用されています。また、必要に応じて表面にアルマイト処理や硬質コーティングを施すことで、耐摩耗性や耐腐食性の向上も可能です。用途に応じた最適な設計が重要となります。
空調配管や医療機器に適したパイプ
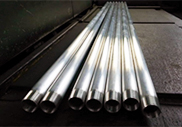
引用元HP:丸芝製作所公式HP
https://www.marushiba-ss.com/paipu.html
アルミパイプはその軽量性と耐食性から、空調配管や医療機器の構成部材としても広く利用されています。特に非磁性という性質は、磁場の影響を避けたい装置において非常に重宝されます。加工のしやすさも相まって、複雑な配管経路や設計変更にも柔軟に対応できるのが強みです。高い清浄性も求められる場面では、研磨やコーティング処理も行われます。
建築用シリンダー材や装飾パーツ
建築分野では、手すりや外装フレームといった装飾性の高い用途において、アルミ棒材が多く採用されています。陽極酸化処理により、美しい外観と耐候性を同時に実現できるため、意匠性と機能性を兼ね備えた部材として評価されています。また、軽量で扱いやすい点から施工性にも優れており、デザイン性を重視する建築現場で重宝されています。
棒状(シャフト、ピストンロッド等)の加工会社の選び方
棒状加工に対応した会社は多数ありますが、選ぶ際は以下のポイントをしっかり確認しておくましょう。
加工実績をチェック
最初に確認しておきたいのは、アルミ加工会社の実績です。シャフトやシリンダーのピストンロッドなど棒状に加工したアルミ製品の実績の有無はもちろん、どのような製品を製造したのかもチェックしておきましょう。より詳しく確認したい場合、サンプル・見本を提供してもらうのもおすすめです。サンプルを見せてもらえないか、加工会社に相談してみましょう。
会社の提案力も重要
加工会社の提案力も確認すべきポイントの一つです。もし加工会社に提案力がないと、自社のニーズに満たない製品を納品されてしまう可能性があります。提案内容が自社のニーズに合っているかどうかをしっかりと判断することが重要です。
納期・スケジュールも
確認を
納期やスケジュールも聞いておきましょう。特に急ぎの場合、短期間で納品できる加工会社へ依頼する必要があります。相談から納品までスピーディに対応してくれる会社を選びましょう。
棒状(シャフト、ピストンロッド等)の
アルミ加工でおすすめの会社は?
シャフトやシリンダーのピストンロッド等の棒状加工が必要な時は、加工実績豊富な会社を選びましょう。実績豊富な会社は提案力にも確かなものがありますので、安心感を持って依頼することが可能です。
本サイトでは「パイプ」「棒」「板」など、作りたい部品ごとにおすすめのアルミ加工会社をご紹介しています。アルミ加工会社をお探しの方は、ぜひ参考にしてください。
技術力の光る
アルミ加工会社3選
既存製品の改良や新製品開発において、より高品質な素材を求めるメーカー担当者必見! 代表的な二次加工展伸材である「管材」「板材」「線材」それぞれの領域で高い技術や深い知見を持つメーカーを紹介します。※1
- JAXAからの依頼で製作した内径φ8のクシ型ヒートパイプや、内径寸法精度+0.063/0の鉄道車両用シリンダー材、自動車やバイクのマフラー材など、高精度なパイプ材の製造が得意なメーカー。
- 「偏肉率1.35%以下・外径φ22×内径φ9に対し公差±0.02」といった難しいオーダーにも対応できる技術力や経験を持つ。
- 印刷版や内外装建築材などの厚い板から、食品やリチウムイオン電池の包装材などの薄い箔まで、幅広い対応実績がある。
- 論文発表や学会受賞歴※2など、研究や分析が得意なメーカーでもあり、強度・耐食性・成形性といった課題から素材開発の相談も可能。
- 国内で唯一、ビレットで均質化熱処理後に熱間圧延で線材化する「ビレット圧延方式」を採用※3しており、ミクロポロシティやブローホールがほとんど発生しない高品質な線材/棒材の製造が可能。
- 半導体の導電材、自動車部品のネジ用素材など、ミリ単位の精密加工が必要な部品の製造実績もある。
※1 当サイトでは、一般社団法人日本アルミ協会の「圧延・押出部門(二次加工)」会員名簿に掲載されている32社を二次加工のアルミ加工会社と定義している。
(2024年4月18日調査時点)
参照元:https://www.aluminum.or.jp/about/memberlist/
※2 参照元:一般社団法人 軽金属学会 小山田記念賞(第58回・第59回) 参照元:https://www.jilm.or.jp/page-recognition0221
※3 2024年5月16日編集チーム調査時点。