引抜
引き抜き加工は、押出材を室温でダイスに通し、寸法精度が高く美しい管や棒を作る製造法です。
ここでは加工法の工程解説や、用途、製品例などを分かりやすくまとめた上で、おすすめの加工会社まで紹介しています。
目次 閉じる
引抜加工とは?押出との違いも解説
| 加工方法 | 部品 |
|---|---|
|
パイプ、シリンダー、 |
ダイスから出てきた
材料を引き抜く加工法
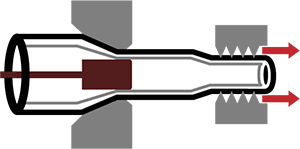
アルミなどの素材の先端を絞って細くし、ダイスの狭い孔に通して、ダイスから出てきた材料をキャリッジと呼ばれる掴み器具を用いて引き抜く加工法です。
製造できる形状はおもに丸パイプ、角パイプ。高精度な管材をつくるのに向いています。押出加工とは違い、素材を加熱する必要がない点がポイントと言えるでしょう。
押出加工より精度の高い
製品を製造できる
引抜加工は、押出加工より細くてきれいな表面の製品をつくることが可能です。押出加工の最少肉厚は約1.2mmですが、引抜加工では何と1mm以下です。寸法精度の高さが伺えるでしょう。また、押出加工によって製造した製品をさらに引抜加工で精度を高める方法を採用する場合もあるよう。表面が非常に美しく仕上がります。
押出加工と引抜加工の違い
押出はその名のとおり、アルミを高温で機械から押し出し、製品を製造する加工法です。
一方、引抜は常温での加工が可能で、機械からアルミを引き抜き、製品を製造する加工法です。押出のように、アルミを加熱する必要はありません。
引抜加工による特徴・
メリット
引抜加工は、押出とはまた違ったメリットがある加工法です。
引抜で加工する場合は常温で行うため、寸法精度だけでなく強度も高い製品に仕上がります。また、温める必要がないことから、短納期の製品を製造するのに向いている方法だと言えるでしょう。小ロットに対応しやすい点も特徴です。
比較的短時間で仕上がる、高精度かつ機械的強度の高い製品に仕上がる、など多くのメリットがある方法なのです。
引抜加工の使用用途
引抜加工は、肉薄で細くかつ丈夫な製品を製造できるため、寸法精度が求められる製品に多く採用されています。
たとえば、カメラの三脚やデジタル一眼レフカメラ鏡筒部品、印刷機の感光ドラム材に使用。また、自転車のフレームや自動車の部品、リニアモーター用冷却パイプといった、人が乗るものに多く使われることも。ほか、油圧シリンダーのパイプなど、幅広い分野において必要とされています。
実績多数!
引抜加工が得意なおすすめの
会社(メーカー)をご紹介
【選定条件】
一般社団法人 日本アルミ協会の「圧延・押出部門(二次加工)」会員名簿に掲載されている32社を調査。
以下の条件で、引抜加工のおすすめ会社を選定しています。
・日本伸管の選定理由:今回調査した32社の中で引抜加工に対応している会社の内、最も引抜加工の事例が多いアルミ加工会社として選出。
(調査日:2024年4月18日)
日本伸管

引用元:日本伸管公式HP
https://www.nihonshinkan.co.jp/technology/hikinuki/ikei.html
日本伸管がパイプ・棒状部品の
引抜加工に適している理由
採用される高度な技術
日本伸管は、高度な引抜き加工技術を有しているアルミ加工会社です。同社が製造した外管は、国立極地研究所の「南極氷床深層掘削計画」で使用された実績もあります。
また、引抜き加工の分野においては豊富な実績とノウハウがあり、さまざまなニーズに対応しているのも魅力です。棒状部品が必要な際は相談してみるとよいでしょう。
参照元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/case_detail03.html
まで一貫対応
日本伸管は、アルミ素材の調達から加工、アルマイト処理まで、社内で一貫対応する体制を整えています。アルマイト処理は硬質アルマイト処理のほか、普通アルマイト処理や特殊コーティングも対応が可能。
同社が生み出した超硬質アルマイト処理も提供しています。また、アルミの接着やボルト締めなどの組み立ても柔軟に対応が可能です。
日本伸管のアルミ引抜加工事例
鉄道車両向けシリンダー材
引用元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/copy_case_detail10.html
鉄道車両の客室ドア開閉用に使用するシリンダー材を製造した事例です。内面の面粗度規格が厳しくホーニング加工が必要になるほか、外観仕様も厳しい条件となっていました。
これらの条件を解決すべく、日本伸管は引抜加工の工程設計を実施。ホーニング加工が不要になり、コストダウンを実現しました。
また、外観については社内で外面の研磨を行い、工程上で工夫を凝らすことで仕様をクリア。内径は同社が得意とする硬質アルマイト処理を実施し、内面の膜厚を均一にしています。
参照元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/copy_case_detail10.html

偏肉率1.35%以下の
高精度パイプ材

引用元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/case_detail11.html
外内径を削らずに製品として使うために、偏肉率1.35%以下の高精度パイプ材を製作した事例です。まずは、押出メーカーと共に専用の材料開発から着手。
さらに、引抜加工工程や引抜金型形状の見直し、細かな作業見直し等、21通りの条件で試したところ、製品で偏肉率1.35%を下回る精度を実現しました。
参照元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/case_detail11.html
応力ゼロパイプの開発

引用元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/case_detail04.html
カメラレンズ内のカム部品に使用するパイプについて、切削を重ねるうちに残留応力が開放され、変形してしまう課題を解決した事例です。高精度が求められる部品のため、不良発生による工数増加やコスト増加が問題となっていました。
そこで日本伸管では、材料選定・引抜工程・熱処理工程を見直し、切削後も変形しにくい「応力ゼロパイプ」を開発。試作と検証を重ねた結果、長尺材のままオートバー加工が可能となり、従来は「短尺切断」「アニール」「ブランクカット」「切削」と4工程必要だった加工を、1工程へ省略しました。
参照元:日本伸管公式HP
https://www.nihonshinkan.co.jp/case/case_detail04.html
日本伸管の企業情報
| 会社名 | 日本伸管株式会社 |
|---|---|
| 本社所在地 | 埼玉県新座市中野1-10-22 |
| 電話番号 | 048-477-7331 |
| 公式HP | https://www.nihonshinkan.co.jp/ |
引抜加工の流れ
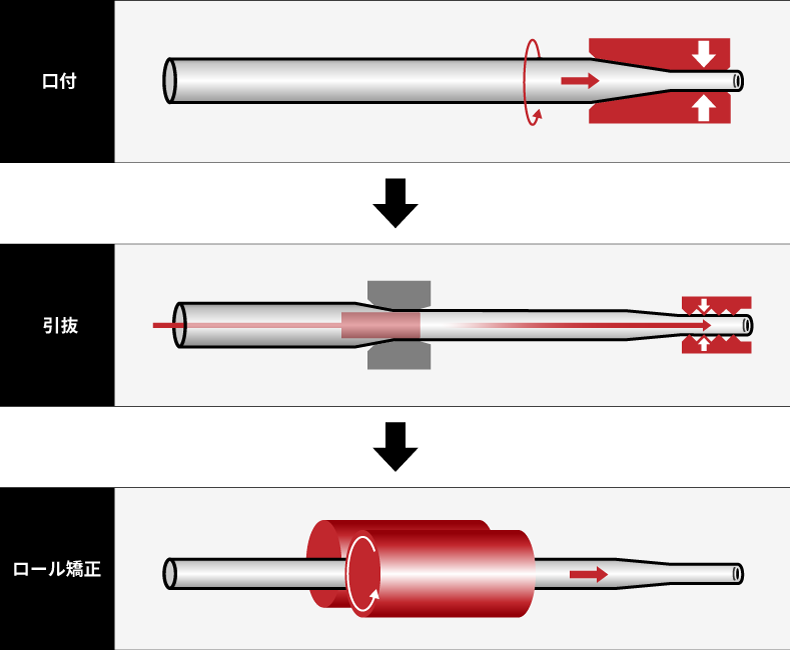
口打で掴み代を作る
まずはパイプの先端が金型に通るよう先をつぶし、引抜のための掴み代を作ります。引抜は引き絞る加工のため、仕上がり寸法より小さくする必要があります。ただし、小さくつぶすだけでなく強い引抜の力に耐えられる強度が必要です。
引抜
使用する金型は、外径の形状・寸法を規定するダイスと、内径の形状・寸法を規定するプラグです。材料の内径にプラグを後ろから挿入してダイスに口を差し込み、奥からキャリッジと呼ばれる掴みで口を掴んで引っ張っていきます。
引抜により、外径・内径は金型に沿った形状に仕上がります。引抜加工は1回だけでなく2回、3回と行い、多いものだと10回以上行う場合も。何度も加工することで、要望のサイズに仕上げます。
曲がりを取る
引抜後のパイプは少しの曲がりが生じます。これを真っすぐにするため、上下互い違いのロールの間にパイプを通してロール矯正を実行。製品によっては、曲がりを最大点に押して曲がりを直すプレス矯正を行うこともあります。
また、ストレッチャーと呼ばれるパイプ両端を引っ張る事で真っ直ぐにする矯正方法も。加工を行うメーカーや製品によって採用する方法は異なります。
切断
引抜後のパイプは長いと10メートル以上になるため、希望のサイズに鋸刃で切断します。その後、粘土が高い潤滑油を落とすため清浄作業を行います。
熱処理
熱処理を行います。組織を均一化し、内部応力を除去する安定化処理、柔らかくする軟化処理やナマシなどをします。その後、検査・梱包を経てお客様のところまで配送されます。
参照元HP:日本伸管(https://www.nihonshinkan.co.jp/aluminum-processing/making_drawing_tube.html)
アルミの引き抜き加工技術を動画でさらに詳しく解説
3D動画で見る引き抜き加工
動画引用元:https://www.youtube.com/watch?v=_QGPdU8sYQA
動画提供元:一般社団法人 日本塑性加工学会(JSTP) http://www.jstp.jp/
監修者(所属):古閑伸裕(日本工業大学)、森謙一郎(豊橋技術科学大学)、桑原利彦(東京農工大学)、小川秀夫(職業能力開発総合大学校)
引抜加工の現場(日本伸管)
動画引用元:https://www.youtube.com/watch?v=c6DHatH0TIY
動画提供元:国立研究開発法人 科学技術振興機構(JST) https://www.jst.go.jp/
Copyright© Japan Science and Technology Agency (JST) All Rights Reserved.
要求されている通りのサイズ・厚みでアルミの管を加工するためには、様々な技術が必要。例えば金型をセットする際に、どの部分に力を加えるか判断したり、油の塗り方などを工夫することで、より精度の高い加工が叶います。
さらに、わずかな歪みを直すための矯正の工程でも、管1本1本の曲がり方を見極めて、力を加えていきます。そうすることで、まっすぐで薄く、より円に近いアルミ管が完成するのです。
加工に必要な金型のメンテナンスにも、職人の技術が生きています。何度も引き抜きに使った金型の表面についた微細な傷。これを丁寧に磨き上げることで、製品の表面・内面の傷を防げます。
>精度の高いアルミ加工を実現するために、会社側が取り組んでいることはないのでしょうか。
一般社団法人 日本アルミ協会「圧延・押し出し(二次加工)部門」に掲載(2024年4月18日時点)されている32社のうち、最も事例集が多かった日本伸管を例にとって解説します。
まずは、金型の取付角度や締め具合を均一化するために、記憶装置を採用。これによって、金型を取り外しても前回と同じ位置・角度・締め具合をすぐに再現でき、生産効率と歩留まりの向上につながりました。
また、室内の気温の上下が製品寸法に大きな影響を与えるため、特に精度が求められる製品の製造現場には冷暖房を完備。1年を通して高精度のパイプ管製造ができています。
引抜加工に対応しているアルミ加工会社(メーカー)一覧
一般社団法人 日本アルミ協会の「圧延・押出部門(二次加工)」会員名簿に掲載されている32社を調査し、企業の公式サイト上で引抜加工の対応可否・事例の掲載があるかを調査しました。
また、当サイトでは各加工方法に応じたおすすめのアルミ加工会社も紹介していますので、ご確認ください。
日本伸管株式会社
日本伸管の特徴
アルミ引抜加工に強みを持ち、A1000〜7000系の幅広い材質と外径3〜200mmの多様なサイズに対応。押出では困難な小径・薄肉品の製造や、20kgからの小ロット・短納期にも柔軟に応じます。材料調達から加工、独自の超硬質アルマイト等の表面処理、さらには異材質との組立・梱包まで一貫対応。工程集約によるコスト削減と短納期を実現し、自動車から日用品まで多分野のモノづくりを支えています。
対応しているアルミの種類
- A1050
- A3003
- A5052
- A5056
- A6063 外径3~200
- A1070, A6061も対応可能(実績多数あり)
対応サイズ
肉厚 0.2t~20.0t
日本伸管の会社情報
| URL | https://www.nihonshinkan.co.jp/ |
|---|---|
| 本社所在地 | 埼玉県所沢市中野1234 |
株式会社レゾナック
レゾナックの特徴
昭和電工と昭和電工マテリアルズの統合により誕生。半導体や自動車分野に強みを持ち、独自技術によるAl-高Si合金や7000系等の難加工材の量産で豊富な実績を誇ります。自社素材を活用したアルミニウム合金鍛造品にも注力し、鉄製部品の軽量化や、Al部品の強度・耐摩耗性の飛躍的向上を実現。素材開発から製品化までの一貫体制で、自動車や産業機器の高度なニーズに応える高品質なソリューションを提供しています。
対応しているアルミの種類
- A2011
- A390
- SUSや銅など他の金属
対応サイズ
巾:450~600mm
レゾナックの会社情報
| URL | https://www.resonac.com/jp |
|---|---|
| 本社所在地 | 東京都港区東新橋1234 |
和伸工業株式会社
和伸工業の特徴
1950年設立、大阪府堺市に拠点を置くアルミ合金の押出・抽伸メーカーです。溶解・鋳造から加工、切断までの一貫体制を構築し、自社でのビレット生産やダイス設計により極めて高い品質を実現。1000〜7000系まで多様な材質に対応し、形材や管、棒など幅広いサイズを製造可能です。自動車部材や景観材、日用品など多分野へ「信頼の製品」を供給し、企画段階からの柔軟な提案力で顧客のニーズに応えています。
対応しているアルミの種類
- 純アルミニウム(1000系)
- 耐食アルミ合金(3000系)
- Al-Mn系(3000系)
対応サイズ
溶接管サイズ:外径5mm~155mm
和伸工業の会社情報
| URL | https://www.washin-k.co.jp/ |
|---|---|
| 本社所在地 | 大阪府摂津市東別府1234 |
開明伸銅株式会社
開明伸銅の特徴
1952年設立、京都府亀岡市に拠点を置く銅合金・アルミの製造メーカーです。「ええもんつくろう」を合言葉に、設立当初から多品種少量・短納期体制を確立。「小物の開明」として小さく複雑なアルミ押出加工に強みを持ち、A6063以外の特殊材も扱います。また「異形の開明」として切削不要なオリジナル形状の製造も得意。金型製作から一貫対応することで、材料ロスの低減や大幅なコストダウンを実現しています。
対応しているアルミの種類
- A1070
- A303
- A5051
対応サイズ
ソリッドφ130、ホローφ210
開明伸銅の会社情報
| URL | https://kaimeishindo.com/ |
|---|---|
| 本社所在地 | 京都府舞鶴市大字1234 |
不二ライトメタル株式会社
不二ライトメタルの特徴
鋳造・金型製作から押出、表面処理、精密加工・組立までの一貫生産体制が強みです。1000・5000・6000系アルミ形材を扱い、汎用ダイスの自社保有によりコスト抑制と短納期を実現。ミクロン単位の精密加工技術を活かし、半導体部品や事務機器、自動車分野など多岐にわたる製品を供給しています。鉄や木製部品のアルミ化提案も得意とし、設計段階から一貫体制を活かした高品質なソリューションを提供します。
対応しているアルミの種類
- アルミニウムリム材
- アルミニウム合金 A1070
- 高純度アルミニウム A1080
対応サイズ
外径 1000mm以下、巾 最大370mm
不二ライトメタルの会社情報
| URL | https://fuji-lm.co.jp/ |
|---|---|
| 本社所在地 | 熊本県菊池市隈府1234 |
山川工業株式会社
山川工業の特徴
精密な引抜加工に定評があり、残留応力の抑制や高い曲がり精度を実現。6〜60トン級の抽伸機等、充実の設備で多様なニーズに応えます。特筆すべきは最大8mの長尺材をそのまま熱処理できる焼鈍炉の保有です。これにより、短尺材を繋ぎ合わせる溶接の手間とコストを劇的に削減可能。摩耗工具を再加工して半端な寸法にも対応するなど、細やかな技術力で精密機器から大型部材まで幅広く支えています。
対応しているアルミの種類
- A1050
- その他の合金
対応サイズ
外径5mmからφ138mm、肉厚5.5mmから52mmくらい
山川工業の会社情報
| URL | https://www.al-ymk.co.jp/index.html |
|---|---|
| 本社所在地 | 埼玉県熊谷市問屋町1234 |
株式会社UACJ押出加工
UACJの特徴
古河スカイと住友軽金属の統合により誕生した、世界トップクラスのアルミ圧延メーカーです。100年超の歴史と年間100万t以上の生産能力を誇り、LNGタンカーや航空機用の超大型厚板製造では他を圧倒する設備力を有します。グループ各社との連携により、5600t押出機を用いた大径・長尺品から高精度な箔製品まで幅広く対応。世界規模のネットワークと高度な制御技術で、あらゆる産業の巨大ニーズを支えています。
対応しているアルミの種類
- A1050
対応サイズ
プレスサイズは16インチまで
UACJの会社情報
| URL | https://www.uacj-group.com/ |
|---|---|
| 本社所在地 | 東京都港区東新橋1234 |
まとめ:引抜で『実績ある加工会社』に依頼しよう
アルミの押出や引抜は、複雑な形状の製品を製造することが可能です。
それぞれメリットや特徴が異なるので、どのような分野で使用するのか、納期はどれくらいなのかさまざまな条件を考慮して、会社を選ぶとよいでしょう。
高精度な製品を実現するには、実績を多く積んでいる会社に依頼するのがおすすめ。自社に適した提案を行ってくれます。
本サイトでは、アルミの押出、引抜をお考えの方向けに、押出、引抜の実績が豊富な加工会社をご紹介しています。ぜひ、加工会社選びの参考にしてください
技術力の光る
アルミ加工会社3選
既存製品の改良や新製品開発において、より高品質な素材を求めるメーカー担当者必見! 代表的な二次加工展伸材である「管材」「板材」「線材」それぞれの領域で高い技術や深い知見を持つメーカーを紹介します。※1
- JAXAからの依頼で製作した内径φ8のクシ型ヒートパイプや、内径寸法精度+0.063/0の鉄道車両用シリンダー材、自動車やバイクのマフラー材など、高精度なパイプ材の製造が得意なメーカー。
- 「偏肉率1.35%以下・外径φ22×内径φ9に対し公差±0.02」といった難しいオーダーにも対応できる技術力や経験を持つ。
- 印刷版や内外装建築材などの厚い板から、食品やリチウムイオン電池の包装材などの薄い箔まで、幅広い対応実績がある。
- 論文発表や学会受賞歴※2など、研究や分析が得意なメーカーでもあり、強度・耐食性・成形性といった課題から素材開発の相談も可能。
- 国内で唯一、ビレットで均質化熱処理後に熱間圧延で線材化する「ビレット圧延方式」を採用※3しており、ミクロポロシティやブローホールがほとんど発生しない高品質な線材/棒材の製造が可能。
- 半導体の導電材、自動車部品のネジ用素材など、ミリ単位の精密加工が必要な部品の製造実績もある。
※1 当サイトでは、一般社団法人日本アルミ協会の「圧延・押出部門(二次加工)」会員名簿に掲載されている32社を二次加工のアルミ加工会社と定義している。
(2024年4月18日調査時点)
参照元:https://www.aluminum.or.jp/about/memberlist/
※2 参照元:一般社団法人 軽金属学会 小山田記念賞(第58回・第59回) 参照元:https://www.jilm.or.jp/page-recognition0221
※3 2024年5月16日編集チーム調査時点。